

How To Get Certified In Welding
When you apply for a job at a welding shop, in most cases, you'll be asked to take a hands-on test to demonstrate your skill.
For larger employers, you'll need to show or furnish a copy of up-to-date certifications acquired at a school or job site.
The certification process (aka qualification test) applies to several different welding processes and tests the welder's ability to create sound welds while working "out of position".
Depending on the jobs you'd like to apply for, you'll have to achieve a specific degree of skill for the process involved, whether stick welding, MIG, TIG, flux-cored or something else.
Usually, a number/letter shorthand is used to identify different levels of proficiency.
For example, a job description may require a welder certified at the level of "4-G". The G stands for groove welding.
The number indicates the position of the welder in relation to the work.
If you examine the welds below, you can see four different positions, starting with the easiest. The dotted line indicates the direction of travel of the welding torch or gun.
- Flat position – This is basically standing or sitting at a table and welding a joint as you look down on it. All students start in this position.
- Horizontal position – This is welding a joint from left to right (or right to left) as you look across from it.
- Vertical position – Here, the weld joint faces you vertically (up and down) as you look straight at it. In this position, you have the option of welding the joint from the bottom to the top ("vertical up"), which is most common, or from the top downward ("vertical down").
- Overhead position – This involves welding as you look up at the workpiece, moving either from left to right ("dragging the rod") or right to left ("pushing the rod").
Besides work plate positioning, certification tests stipulate a few other parameters.
One of them is the base metal thickness.
Naturally, the thicker the metal, the more passes you need to fill the joint, and each pass adds to the potential for making a mistake. (Weld defects and discontinuities are discussed under "Code Welding" on this website.)
One inch is generally the largest size you'll have to master, but entry-level welders can also get certified with half-inch plates.
If the base metal is thicker than 3/16 of an inch, you'll likely be asked to bevel (cut) the sides of the two work plates before performing the weld.
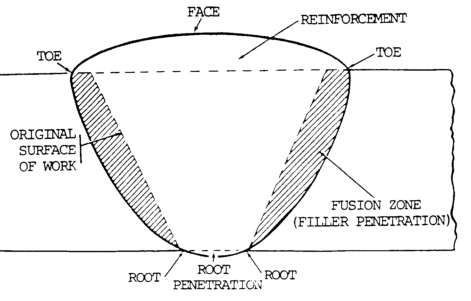
Beveling demonstrates other metalworking skills, but it also has to be done accurately to get a good fusion between the sides (See the diagram below.).
Consequently, groove joints represent a higher degree of skill than welding a simpler fillet joint.
The goal of getting certified, then, is to perform the most difficult welder qualification tests you can handle.
For example, if you can weld an acceptable groove joint in the vertical and overhead positions, you'll receive 3G and 4G certs for the welding process (and thickness) and not have to take any test below those levels.
In addition, if you're certified in welding groove joints, you're automatically certified to weld fillets.
On the other hand, if your test involves a less ambitious weld, such as a fillet weld in the vertical position, you would be certified for 3F welding and lower, but not 4F, 1G, 2G, 3G, or 4G.
Of course, veteran pipe welders can do much better than a 4G certification.
The highest level for them is usually 6G, which means they can weld 360 degrees around a pipe that doesn't move.
Producing this weld to the satisfaction of a certified welding inspector is tough sledding for a beginner.
Nevertheless, a 6G certification is considered the gold standard of the welding profession.
Just below that is a 5G cert, which involves pipe welding in the vertical position.
The video above describes a typical qualification test used in welding certification.
Please note that the welder's part of this test starts when you see the number "2" in the lefthand corner of the screen. The test stops after Step "8". The other steps you see are completed by the inspector, who removes the backing bar, marks the plates, cuts the coupons, and bends them to see if the weld is sound. (A coupon is an extracted slice of the welded metal.)
Certifications are usually performed at a workplace or welding school. It's possible to get them done privately, but that can cost several hundred dollars, and there's no guarantee that you'll pass.
You should make sure the tester is licensed as a "certified welding inspector" by looking him or her up on the AWS inspector registry.
Read next : How To Choose A Welding School
How To Get Certified In Welding
Source: https://weldguru.com/welding-certifications/
Posted by: ricecomel1970.blogspot.com
0 Response to "How To Get Certified In Welding"
Post a Comment